对于直缝焊管细节严格凸显品质产品,我们倾注了无尽的心血和热情。而我们的视频,正是我们向您展示这一成果的方式。
以下是:南阳方城直缝焊管细节严格凸显品质的图文介绍
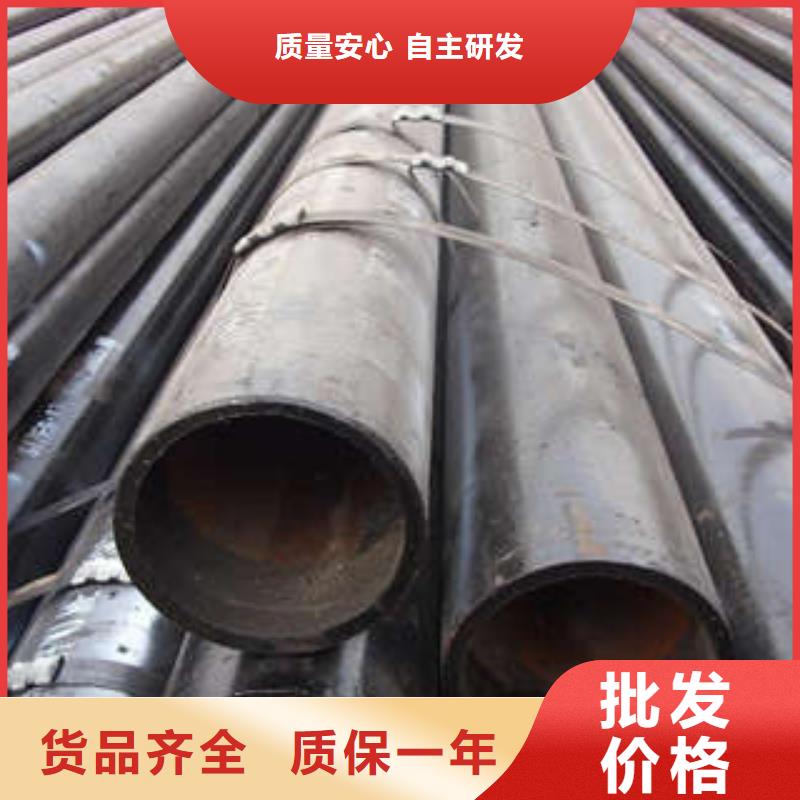
这种润滑方式可以有效地将变形焊管与模具表面隔离开,润滑效果良好,有利于模具使用寿命和产品成品的合格率。无锡精密钢管厂供应:焊管,焊接钢管,无缝焊管,直缝焊管,大口径螺旋钢管等我们本着诚信为本的原则,以质量求生存,以信誉得发展的企业经营理念,不断开拓进取,诚信合作发展。 焊管在成型,焊接,冷却等经过一系列的处理之后,还需要进行锯断。在这个环节中,工艺备尺的长短,直接影响成品焊管的质量及销售,所以备尺长度要控制在±5毫米之间。不仅如此,在实际操作中,工作人员还必须要严格按照以下规程进行操作:首先是给控制柜送电,然后闭合控制柜中的各个自动开关,同时闭合操作台电源开关,微机起动。 接下来还应闭合卸荷启动按钮,将司服电源柜的内外控钮转到外接位置,调向钮搬至定向位置。然后按下步进电源启动按钮和锯片电机启动按钮,使其启动工作。此时微机显示屏出现关于焊管锯断的操作菜单提示,工作人员可按其进行手动、模拟、自动及设定等工具。 在设备运行之前,应检查并确认压缩气压保持为0.6Mpa,并用手动按钮检查下锯、抱闸气缸能动否。运行前,用手动工具将飞锯小车后退至零位开关,小车则自动找零。焊管头部超过测速辊后,闭合测速辊上压按钮、脉冲编码即能工作。



所谓扩径,其实是属于一道采用液压或者是机械方法对钢管的内部施加一定作,从而使钢管沿着径向向外扩胀成型的压力加工工艺。机械方式比液压方式,设备简单且效率更高,因而目前在实际应用中更为常见。尤其是在非常的几条大口径直缝焊管制管线扩径工序中被采用。 总的来说,在对焊管产品经扩径加工的过程中,主要可以分为五个阶段。是初步整圆阶段:扇形块打开直到所有扇形块都到钢管内壁,此时步长范围内钢管内圆管中各点半径大小都几乎一致,钢管得到初步整圆。第二是名义内径阶段:扇形块从前段位置开始降低运动速度,直到抵达要求位置,这个位置是质量要求的成品管内圆周位置。 第三个阶段叫做弹复补偿阶段,也就是说焊管的扇形块将会逐渐速度减小,直到抵达要求位置,这个位置是工艺设计要求的弹复前钢管内圆周位置。第四是保压阶段:扇形块在弹复前钢管内圆周位置一段时间保持不动,这是设备和扩径工艺要求的保压阶段。 一个阶段叫做卸荷回归,此时扇形块从弹复前焊管的圆周位置不断的进行回缩,直终将达到初始扩径的位置,这是扩径工艺要求的扇形块小收缩直径。在实际应用中,工艺简化中,3步骤可以合并简化,这对钢管的扩径质量没有影响。



多年来,鸿顺管道科技(南阳市方城县分公司)一贯坚持外树形象,内强质量,一点一滴,铸信誉。 本公司经营 环氧树脂涂塑管的生产销售和服务于一体的企业,另外本公司生产的 环氧树脂涂塑管等已顺利通过质量体系认证,产品已销往全国各地,均得到用户高度评价。合理的价格,完善的服务,铸就了公司自己的品牌。


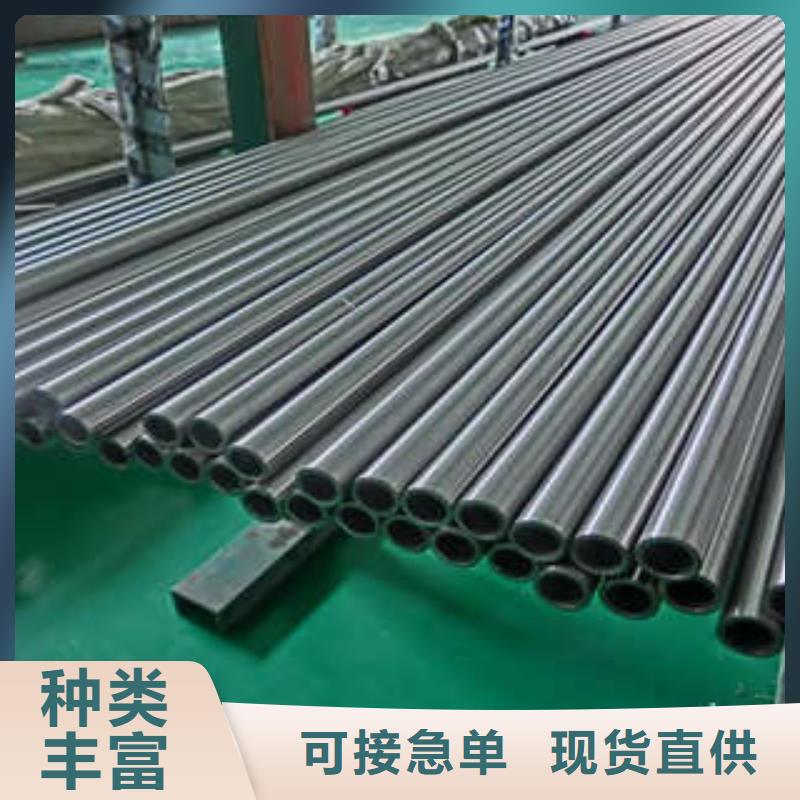
碱性焊条与强度级别相同的酸性焊条相比,其熔敷金属的延性和韧性高、扩散氢含量低、抗裂性能强。因此,当产品设计或焊接工艺规程规定用碱性焊条时,不能用酸性焊条代替。但碱性焊条的焊接工艺性能(包括稳弧性、脱渣性、飞溅等)较差,对锈、水、油污的性大,容易出气孔,有气体和烟尘多,性也大。 表2-3酸性焊条和碱性焊条的特性对比酸性焊条1.对水、铁锈的性不大,使用前经100~150℃烘焙1h2.电弧,可用交流或直流施焊3.焊接电流较大4.可长弧操作5.合金元素过渡效果差6.熔深较浅,焊缝成形较好7.熔渣。 45 无缝钢管商业商已不敢再囤货自5月以来,钢市一直处于下跌通道,45 无缝钢管下跌,商家出货压力剧增,45 无缝钢管商业商已不敢再囤货。21翻阅资料发现,事实上2011年10月份,重点大中型45 无缝钢管的销售利润率已降至0.47%。 钢铁产业常务副张宇在2012年钢铁行业统计上表示,2011年全国炼焦煤价格上涨17.2%,而钢材均匀价格仅同比上涨11.8%,低于燃料的价格涨幅。另一方面,占炼钢本钱比重较大的煤炭价格也在钢企的利润空间。








 扫一扫
扫一扫