为了让您更全面地了解我们的滚压管【大口径厚壁珩磨管】实地大厂,我们精心制作了产品视频。请花1分钟时间观看,您会发现更多细节和优势。
以下是:滚压管【大口径厚壁珩磨管】实地大厂的图文介绍


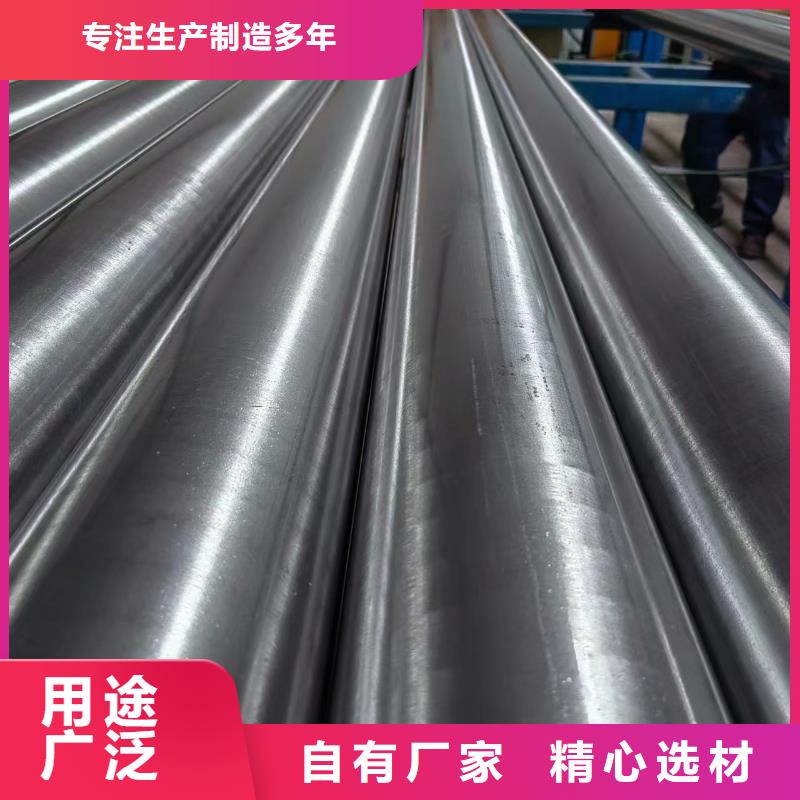
广西柳州珩磨管油缸管绗磨管欧标EN10305-4:2003为准液压钢管介绍:生产出的精密液压钢管是精密冷拔后的无缝管通过无氧回火处理消除表面和内部应力后再经过磷化防锈处理制成。产品尺寸精度高,延展性好,容易加工弯成各种需要的形状而管子截面不会缩小或变扁;管子表面精度高、经无氧回火处理后表面硬度适中易于卡套连接,内孔和表面经磷化防锈处理后无需酸洗除锈可直接安装。
珩磨管:由冷轧精密无缝钢管是由无缝钢管成品管或无缝管荒管,经酸洗,磷化,皂化处理后,然后经冷轧管机轧制而成液压钢管。液压钢管精密度极高一般可控制在0。02-0。05MM范围之内,其标准为:GB3639-83,内经允许偏差为0.03mm,内表面粗糙度:Ra 0.2~0.8μm,液压钢管直线度:0.3~1.5mm/m,专用做油钢的筒径。
无缝钢管的重量kg/m = (Od - Wt) * Wt * 0.02466 其中Od是外径Wt是壁厚(:(外径-壁厚)*壁厚*0.02466 Kg/m。滚压管



安达液压机械有限公司位于辽河路燕山路交叉口南500米东首,公司主营 (广西柳州) 本地 广西柳州精密绗磨管等等.在公司发展壮大的几年里,我们始终为客户提高好的产品和技术支持、健全的售后服务, 、质量可靠,性能优良,符合国家标准,并通过IS09001:2000国际质量体系认证。
我司坚持以“名牌战略”为经营原则,继续秉承“质量为先,诚信为本”的经营宗旨为国内外客户提供优良的产品和服务,未来继续坚持以质量为先、诚信为本、以进取的精神、诚挚的态度、热忱的服务与各位朋友携手合作,共创一个美好的明天!



广西柳州珩磨管油缸管绗磨管钢材不同,珩磨管淬火裂纹发生的几率也不同。一般说,钢材含碳量越高或Cr、Mo含量越高,越容易发生淬裂。下图表示水淬时淬裂倾向与钢的化学成分的关系。图中所示指数的负值越高,即为淬裂倾向越大。由于各种钢材的淬裂倾向不同,在设计零件时应根据性能要求,根据淬透性和脆硬性,从工艺和经济等角度综合分析和选择钢材。化学成分与淬裂的关系(水淬)3.2 珩磨管淬火零部件 机械零件的设计往往主要考虑材料的力学性能而忽略热处理工艺性能。有些零件从材料强度上看可能很合理,但从热处理工艺角度分析,其形状尺寸可能是不适当的。为了防止零件在珩磨管淬火急冷中开裂,应设法使其均热均冷,均缩均胀。为此,在零件设计中要注意两点:(1)断面要均匀;(2)没有缺口效应。良好的设计要求截面厚度均匀、形状对称、平滑过渡和加开工艺孔。对于形状复杂、尺寸较大(大于400mm)的大型凹模及薄而长的凸模,应采用分离镶拼结构,变繁为简,化大为小,变模具内表面为外表面,既便于冷热加工,又可以有效降低淬裂倾向,提高产品合格率。滚压管



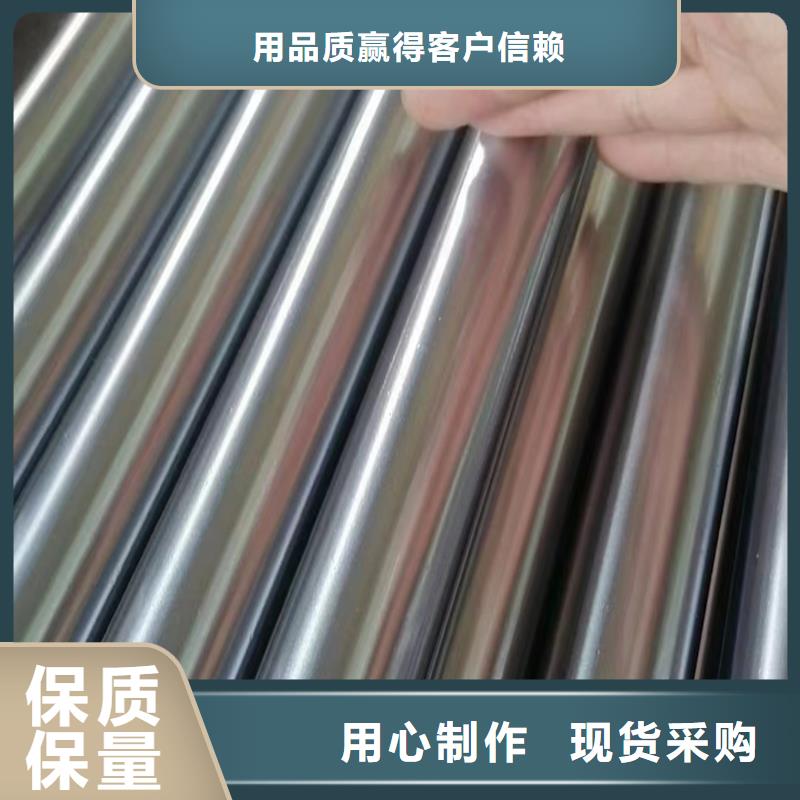
广西柳州珩磨管油缸管绗磨管 冷拔油缸管的特性:
1.较小的外径。
2.精度高,可做小批量生产
3.冷拔产品精度高,表面质量好。
4.钢管的横截面积比较复杂。
5.钢管性能较好,金属致密。
冷拔油缸管由于表层存在残余压应力,有利于封闭表面微裂纹,阻碍冲蚀扩展。因此,可以提高绗缝管的表面耐蚀性,延缓疲劳裂纹的产生或扩展,从而提高绗缝管的疲劳强度。通过滚压成形,在滚压表面形成冷加工硬化层,减少了磨削副接触面的弹塑性变形,提高了绗缝管内壁的耐磨性,避免了磨削烧伤。轧制后,表面粗糙度的降低可以改善匹配性能。轧制是一种无屑加工,它利用金属在室温下的塑性变形,使工件表面的微小不平整度变平,从而改变工件的表面结构、力学性能、形状和尺寸。因此,这种方法可以同时达到精加工和强化两个目的,这是磨削所不能达到的。无论采用何种加工方法,零件表面都会出现微小的不均匀的刀痕,并且会出现错峰错谷。滚压加工原理:利用金属在室温下的冷塑性特点,通过滚压工具对工件表面施加一定的压力,使工件表面的金属产生塑性流动,填充原有的残余槽,降低了工件的表面粗糙度。由于轧制表面金属的塑性变形,表面组织冷硬化,晶粒变细,形成致密的纤维状,形成残余应力层。提高了硬度和强度,从而提高了工件表面的耐磨性、耐腐蚀性和相容性。轧制是一种无切削的塑性加工方法。滚压管



广西柳州珩磨管油缸管绗磨管很多钢管的偏心都是这个时候产生的,所以严格控制这穿孔环节 十分重要。精轧钢管 冷拔钢管 由于穿孔的原因 也会产生偏心问题:任何破坏由轧辊、顶头、导板三者形成的变形区几何形状正确性的因素,都将使毛管壁厚不均加剧。(1)顶头。①顶头的形状设计,理想的顶头辗轧锥应与轧辊出口锥平行,如果按照传统的马特维也夫公式设计顶头,其顶头的辗轧锥与轧辊的出口锥是不平行的,金属在这样一个逐渐扩大的间隙内变形,势必造成管壁辗轧不充分而导致毛管壁厚不均,而且,随送进角的增大毛管壁厚不均更加严重;②由于顶杆的刚度不够,在穿孔过程中产生弯曲,使顶头不能保持对中位置,从而使穿出的毛管壁厚不均;(2)导板。①导板距过大,在穿孔过程中是依靠导板的限制作用来保持穿孔中心线的,导板距大,顶头在上下位置变化大,使顶头不稳定,导致毛管壁厚不均。②上、下导板的不均匀磨损也会加剧壁厚不均程度。(3)轧辊。
①轧辊中心线偏斜:在生产过程中,由于穿孔机两侧压下螺丝安装不正确,或由于螺纹和轴承磨损而使两辊间轴向发生水平偏斜,两个轧辊的送进角不一致使变形区发生畸变而导致壁厚不均。
滚压管





 扫一扫
扫一扫